 العربية
العربية English
English русский
русский español
español português
português
![]()
![]()

قائمة المنتجات
المنتجات الساخنة
الأنيون و رقائق المركب المضادة للبكتيريا المطبقة في الفوط الصحية يمكن أن تطلق أيونات سالبة.
محبوكة محبوكة محبوكة النسيج في صناعة النظافة أماهيستخدم بشكل خاص على شكل طبقة متعددة لمختلف الاستعمالاتحفاضات الطفل ، حفاضات الكبار ، والمناديل الصحية ، underpads ، منصات الثدي ، مناديل مبللةإلخ
يستخدم 1.fluff اللب في حفاضات ، منتجات النظافة المؤنث 2. المعالجة ، مبيضة دون الكلور ، الألياف ممتازة
sap للمناديل الصحية لديها شفط سريع للدم ، قدرة امتصاص عالية ، قوة هلام جيدة ومقاومة للرطوبة. وفقا لتكنولوجيا الإنتاج المتقدمة ، النسغ غير سامة ، لا رائحة ولا التحفيز على الجلد.
أحدث الأخبار

نانجينغ، الصين - 15-17 أبريل 2026 - اختتمت شركة فوجيان شينغ يوان لسلاسل التوريد المحدودة، وهي شركة متخصصة في تصنيع مواد جديدة عالية الأداء، مشاركتها بنجاح في معرض الصين الدولي الثالث والثلاث...

قوانغتشو، 23-27 أكتوبر 2025 - تعرض شركة كوانتشو شينغ يوان لإدارة سلسلة التوريد، وهي شركة رائدة في توريد منتجات النظافة المتكاملة، إمكانياتها المتكاملة في مجال التصنيع وسلسلة التوريد في المرح...

مع اقتراب اليوم الوطني لجمهورية الصين الشعبية، تود شركة Fujian Xingyuan Co., Ltd. أن تعرب عن أحر تحياتها لعملائنا وشركائنا الدوليين الكرام. نأمل أن تجلب هذه العطلة الخاصة الفرح والرخاء لكم و...
2017-01-01
اللزوجة منخفضة ، طلاء بسهولة.
طريقة اختبار القوة اللاصقة لموضع الغراء
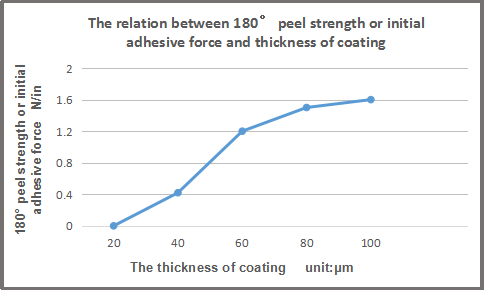
قوة التقشير الأولية قبل وبعد الأكسدة: إعداد غير المنسوجة القياسية ، ومن ثم استخدام مكابس ضغط بالضغط 2 كجم من المكبس ثلاث مرات ذهابًا وإيابًا. في حالة 23 درجة مئوية ، تم اختبار قوة قشر 180 درجة بسرعة 300 ملم / دقيقة. يوضح هذا المؤشر أداء التموضع عند وضع المناديل الصحية.
قوة قشر ساخنة ومدفوعة قبل وبعد الأكسدة (TTP): جلب 500 غرام من الوزن الصحافة على غير المنسوجة القياسية ، ثم في الفرن 40 درجة مئوية لمدة 2 ساعة ، ثم اختبار قوة قشر 180 درجة بعد التبريد في درجة الحرارة 23 درجة مئوية. يوضح هذا المؤشر تموضع وتمزيق أداء عملية استخدام المناديل الصحية. مؤشرات TTP أكثر أهمية.
حالة قوة لاصقة من موقف الغراء
معظم المناديل الصحية TTP بين حوالي 30-300gf / inch.
يبلغ عرض اللصق حوالي 2-4 سم
سمك الطلاء حوالي 15-50μm
هناك فرق كبير بين سمك الطلاء وقوة التقشير. كيف يجب أن نختار؟
أفضل قوة لاصقة من موقع الغراء
استنادا إلى الإحصاءات ، فإن أفضل قوة لاصقة من موقف الغراء TTP بين 80-150 gf / inch.
سوف قوة لاصقة منخفضة جدا يسبب غير مستقر من المواقع.
قوة لاصقة عالية جدا سوف يسبب المسيل للدموع ورقة الظهر أو السروال الداخلي.
يمكن تقسيم العرض المناسب للطلاء من حوالي 2-4 سم إلى 1-3. يجب أن يكون عرض الانتشار أكثر من حوالي 3 سم.
وينبغي النظر في العديد من العوامل في تحديد سمك الغراء الموقف
قوة لاصقة: يمكن أن تكون كشط عالية القوة من موقف الغراء أرق بشكل صحيح. ولكن ليس أقل من ذلك بكثير ، ينبغي أيضا أن تنظر في المضادة للأكسدة والورقة الخلفية.
المضادة للأكسدة من موقع الغراء
عرض الممسحة الغراء
نقاء الفيلم الخلفي
صلابة من الفيلم الخلفي تنقش
تقلب موقف آلة الغراء
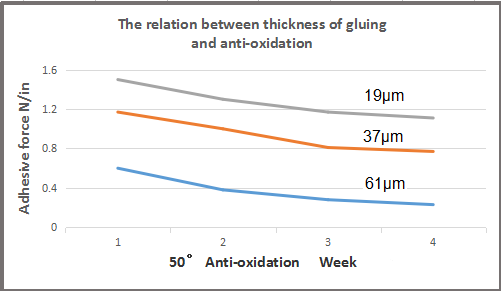

إن إضافة CaCo3 إلى فيلم PE سيقلل من قوة الفيلم ، ويجب تقليل سماكة الفيلم من أجل الحفاظ على وزن الفيلم دون تغيير. النتائج أدناه:
1. تمزيق قوة تمزيق PE الفيلم إلى حد كبير ، وسوف يؤدي إلى تمزق الفيلم الخلفي بسهولة أكبر.
2. تسارع موقف الغراء المضادة للأكسدة.
3. كما الثقوب من فيلم تنفس وجرعة حشو عالية ، الغراء هو الأكسدة السريعة خاصة.
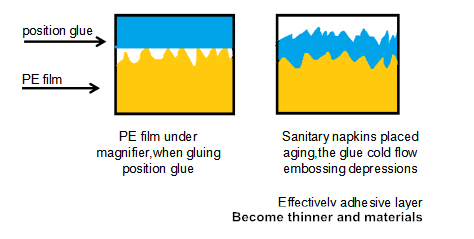
فيلم أعمق يعود تنقش طلاء طلاء أكثر
تقلبات لعدد من لاصق نزهة لكل المعدات
كمية الغراء التي تنتجها آلة viscose في سرعة مختلفة غير متناسقة.
سوف تغير درجة حرارة الغراء ، وقضايا الاختناقات تؤثر أيضا على كمية اللثة.
العوامل المذكورة أعلاه ربما تسبب سماكة الطلاء لديها تذبذب بين 1-5 ميكرومتر.
الخلاصة والاقتراح
تأكد من أن سماكة الغلاف يجب أن تأخذ بعين الاعتبار القوة اللاصقة ، والأكسدة ، ومحتوى الفيلم الخلفي ، والعمق المغزول للفيلم الخلفي ، وعرض الطلاء وتذبذب الآلة اللاصقة.
بالنسبة لمعظم المصنعين ، يكون سمك الطلاء الذي يتم التحكم فيه بين 25-35 ميكرومتر موثوقًا.
يمكن ضبط سماكة الطلاء عند 20 ميكرومتر ، فقط عندما يكون حشو الغشاء الخلفي قليلًا جدًا ، ولا يكاد يكون نقشًا والآلة في ظروف دقيقة جدًا.
بالنسبة للفيلم القابل للتنفس ، فإن الغراء في الموقع يحتاج إلى زيادة سماكة الطلاء 5-10 ميكرون لإبطاء أكسدة المادة اللاصقة.
اختيار جيد المضادة للأكسدة من مادة لاصقة أمر ضروري.

المقال السابق :
استخدام وصيانة نظام آلة لصق بالذوبان الساخن


+86-595-85922600

+86-595-85906600

اشترك في النشرة الإخبارية لتلقي الأخبار والتحديثات والعروض الخاصة عن طريق البريد الإلكتروني.
حقوق الطبع والنشر © 2026 FUJIAN XINGYUAN INDUSTRY CO.,LTD..جميع الحقوق محفوظة. مدعوم من dyyseo.com.
 fjxingyuan
fjxingyuan
 Linda@fjxingyuangroup.com
Linda@fjxingyuangroup.com
 360391852
360391852
 +86-595-85922600
+86-595-85922600
 +86-13514004600
+86-13514004600
 مسح WeChat الخاص بنا
مسح WeChat الخاص بنا

